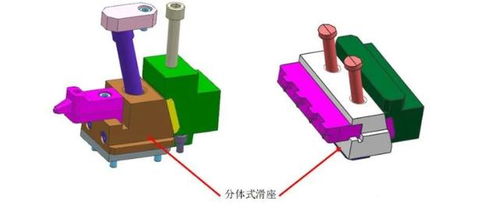
滑塊是塑膠模具中一種常見的抽芯結(jié)構(gòu),用于成型產(chǎn)品側(cè)向的孔、槽或凹凸特征。在模具開模過程中,滑塊通過斜導(dǎo)柱、油缸等驅(qū)動方式實現(xiàn)側(cè)向移動,完成抽芯動作。下文將針對滑塊的典型類型結(jié)構(gòu)及其加工要點進行系統(tǒng)講解。
一、滑塊典型類型結(jié)構(gòu)
1. 斜導(dǎo)柱驅(qū)動滑塊
這是最常用的滑塊結(jié)構(gòu),通過斜導(dǎo)柱與滑塊上的斜孔配合,在開模時利用模板的直線運動轉(zhuǎn)換為滑塊的側(cè)向移動。結(jié)構(gòu)簡單、成本低,適用于抽芯距離較短、受力不大的場合。設(shè)計時需注意斜導(dǎo)柱的傾斜角一般不超過25°,以避免卡死或磨損過快。
2. 油缸驅(qū)動滑塊
通過安裝油缸直接驅(qū)動滑塊移動,適用于抽芯距離長、需要較大抽芯力或要求精確控制的場合。油缸滑塊運動平穩(wěn)、抽芯力大,并可實現(xiàn)延時抽芯等復(fù)雜動作,但成本較高且需要額外的液壓系統(tǒng)支持。
3. 彎銷滑塊
彎銷是一種特殊結(jié)構(gòu)的滑塊,通過模板上的曲線槽引導(dǎo)滑塊完成曲線或復(fù)合運動,適用于成型具有特殊形狀側(cè)孔的產(chǎn)品。結(jié)構(gòu)較為復(fù)雜,加工難度大,但能夠?qū)崿F(xiàn)常規(guī)滑塊無法完成的抽芯動作。
4. 內(nèi)滑塊
內(nèi)滑塊安裝在模具內(nèi)部,用于成型產(chǎn)品內(nèi)側(cè)的凹槽或倒扣結(jié)構(gòu)。通常通過斜頂桿、彈簧等機構(gòu)驅(qū)動,結(jié)構(gòu)緊湊但空間受限,設(shè)計時需特別注意運動干涉和排氣問題。
二、滑塊加工要點
1. 材料選擇
滑塊通常選用高耐磨、高韌性的材料,如SKD61、718H等預(yù)硬模具鋼,關(guān)鍵部位可進行氮化、淬火等表面處理以提高耐磨性。
2. 加工精度控制
滑塊的配合面(如導(dǎo)軌面、斜導(dǎo)柱孔)需要高精度加工,一般要求公差在0.02mm以內(nèi),以保證運動平穩(wěn)、無卡滯。采用慢走絲線切割、精密磨床等設(shè)備進行加工。
3. 熱處理工藝
根據(jù)材料和使用要求,滑塊可能需要進行調(diào)質(zhì)、淬火、回火等熱處理,以提高硬度(通常HRC48-52)和耐磨性。熱處理后需進行精加工以消除變形。
4. 潤滑與冷卻設(shè)計
滑塊運動部位必須設(shè)計合理的潤滑系統(tǒng),如油槽、油嘴等,以減少磨損。同時,對于大型滑塊或高速運動滑塊,還需考慮冷卻通道設(shè)計,防止熱膨脹導(dǎo)致卡死。
5. 裝配與調(diào)試
滑塊裝配時需保證各運動部件間隙適當,通常配合間隙控制在0.03-0.08mm。調(diào)試階段應(yīng)逐步測試滑塊運動軌跡、限位準確性及與頂出系統(tǒng)的協(xié)調(diào)性。
滑塊設(shè)計需綜合考慮產(chǎn)品結(jié)構(gòu)、模具空間、生產(chǎn)成本等因素選擇合適類型。加工過程中嚴格控制精度和熱處理質(zhì)量,并通過合理潤滑與裝配確保滑塊長期穩(wěn)定工作。掌握這些典型結(jié)構(gòu)與加工要點,對提高塑膠模具設(shè)計水平與使用壽命具有重要意義。