模具作為現代工業的“效益放大器”,其設計與制造水平直接影響產品的質量、成本與生產效率。本文將聚焦于塑料模具領域,首先概述塑料模具的常見分類,然后詳細解析技術含量較高的雙色模具的加工流程。
一、塑料模具的主要分類
塑料模具種類繁多,可根據不同標準進行分類,以下是幾種常見的分類方式:
- 按成型工藝分類:
- 注塑模具:應用最廣泛,將熔融塑料注入型腔,冷卻固化后成型。用于生產絕大多數塑料制品。
- 吹塑模具:主要用于生產中空的容器,如瓶子、油箱等。
- 壓塑模具:將塑料放入加熱的型腔,加壓成型,常用于熱固性塑料或復雜結構件。
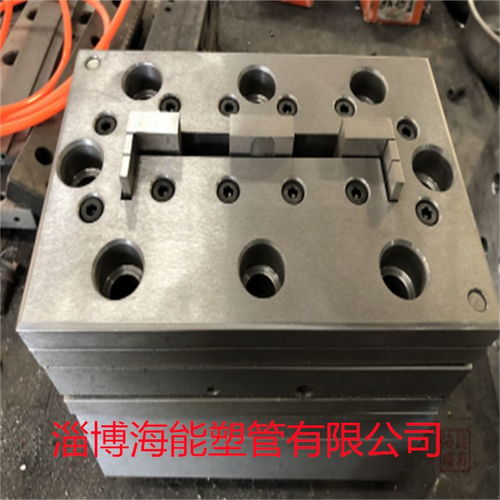
- 擠出模具:用于生產具有固定截面形狀的連續型材,如管材、板材、異型材等。
- 吸塑模具:利用真空使受熱軟化的塑料片材貼合在模具型腔表面成型,常用于包裝、內飾件。
- 按模具結構分類:
- 兩板模:最簡單的結構,由定模板和動模板組成,開模后產品與流道在同一分型面頂出。
- 三板模:在定模板與動模板間增加一塊流道推板,可實現產品與流道的自動分離,常用于點澆口設計。
- 熱流道模具:在模具內設置加熱系統,使流道內的塑料始終保持熔融狀態,無廢料,效率高,但成本較高。
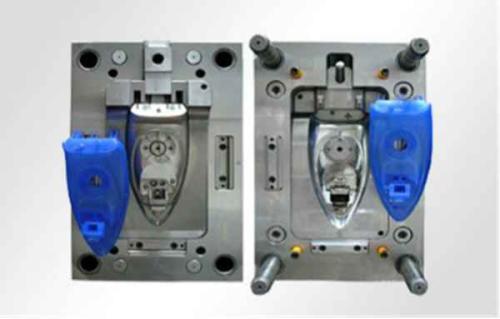
- 雙色模具(多物料模具):專用于雙色注塑機,可在一次循環內成型出由兩種不同顏色或材質塑料構成的產品。
二、雙色模具加工流程詳解
雙色模具是精密與復雜模具的代表,其加工流程嚴謹而系統,主要步驟如下:
- 產品分析與模具設計:
- 這是最關鍵的一步。需明確兩種材料的結合方式(包膠、混色、清色等)、結合強度要求及外觀標準。
- 進行3D建模、模流分析(Moldflow),優化填充、冷卻和翹曲。
- 設計兩套緊密關聯的型芯和型腔。通常,第一射成型產品的主體部分,第二射的模具型腔需要完美包容第一射已成型的制品(稱為“嵌件”)。
- 設計精密的旋轉或平移機構(如旋轉臺、滑塊機構),確保第一射產品能準確移入第二射型腔。
- 材料準備與模架加工:
- 根據產品要求選用合適的模具鋼(如P20、H13、S136等),并進行預硬化或后續熱處理規劃。
- 加工標準模架或定制模架,為后續精密加工提供基準。
- 型芯/型腔精密加工:
- 粗加工:使用大型數控機床(CNC)對模坯進行大刀量切削,快速去除大部分余量。
- 熱處理:對需要高硬度的關鍵零件進行淬火、回火等處理,提高耐磨性。
- 精加工:使用高速CNC進行精細化加工,確保型面尺寸精度和光潔度。此階段需特別注意兩套型腔之間的定位精度。
- 特種工藝加工:
- 電火花加工(EDM):用于加工CNC難以觸及的深腔、尖角、細微紋理或高硬度材料區域。
- 線切割加工(WEDM):主要用于加工精密的鑲件、異形孔及頂針孔。
- 模具組裝與調試:
- 將所有加工好的零件(型芯、型腔、滑塊、斜頂、頂出系統等)進行精細拋光(省模),達到要求的表面光潔度。
- 進行第一次試組裝,檢查各零件的配合間隙與運動順暢度。
- 上機試模:將模具安裝到雙色注塑機上,使用實際或替代塑料進行試射。
- 調試工藝參數(溫度、壓力、速度、時間),并檢查產品的外觀、尺寸、結合線強度及有無缺料、飛邊等缺陷。
- 修正與交付:
- 根據試模結果,對模具進行局部修正,如調整排氣、修正尺寸、優化澆口等。
- 經過多次試模與修正,直至生產出完全合格的產品。
- 進行最終驗收,交付客戶并附帶相關技術資料。
###
塑料模具的分類體現了其應用場景的多樣性,而雙色模具的加工流程則集中展現了模具制造的高技術集成性。從設計到成品的每一個環節,都需要深厚的理論知識和豐富的實踐經驗作為支撐。隨著新材料、新工藝的不斷發展,模具技術也將持續向著更精密、更高效、更智能的方向演進。